4) Мощность
производственной линии(примерно:110кВт
5) Направление подачи
и макс. высота подъема материала:
направление:с лева на
право
подъем:1000мм
6) Габариты линии 22м
х 9м
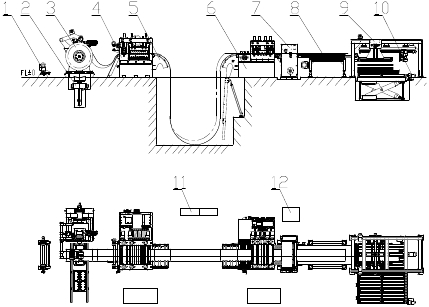
2. Технологический процесс и схема расположения основных
компонентов линии
1) Технологический процесс: загрузка→размотка→правка→сброс
натяжения→правка по
длине→горизонтальная
резка→транспортировка→накопление и штабелевка.
2. Схема
Описание схемы :
1.загрузочная тележка, 2. устройство вспомогательной поддержки материала, 3.разматыватель, 4. правильный стан
с 19-тью роликами, 5. устройство сброса натяжения, 6. устройство
корректировки отклонений и центровка, 7. 5-тироликовый правильный
станок, 8.Гидравлические
горизонтальные ножницы, 9.ленточный
конвейер, 10. Устройство
накопителя и штабелевка, 11. Электрическая
система, 12. Система
гидравлики.
3. Описание устройств производственной линии
1)Тележка
загрузки
Тележка загрузки предназначена для загрузки рулонного материала в разматыватель
и затем, для подъема бабины до высоты центра оси разматывателя. При зажиме фиксации
бабины с двух сторон фланцевым механизмом, тележка загрузки возвращается в
исходную позицию для загрузки следующей бабины. Контроль движения тележки
осуществляется с помощью серво двигателя; подъем бабины, с помощью
гидравлических цилиндров. Корпус
тележки изготовлен из высокопрочной углеродистой стали.
Спецификация:
Вес бухты, мах. 15000кг
Внешний диаметр бухты, мах. Φ1500мм
Внутренний диаметр бухты, мин. Φ700мм
Ход штока цилиндра подъема 700мм
Скорость подачи 30мм/сек
Мощность двигателя 4кВт
Разматыватель
консольного типа со вспомогательным механизмом поддержки материала.
Разматыватель включает в себя опорную плиту, корпус станка,
наклонный блок гидравлического барабана, механизм мотивации питания, механизм
прижима материала. Станок отслеживает процесс размотки материала, также имеет
функцию обратного вращения. Механизм поддержки оснащен
гидравлическими цилиндрами и служит для удержания материала на основной оси. Стабилизатор
размотки обеспечивает равномерный процесс размотки и сброс натяжения материала.
Спецификация:
Вес бухты, мах. 15000кг
Внешний размер диаметра, мах.
1500кг
Ширина бухты, мах. 1250кг
Внутренний диаметр бухты Φ508-612мм
Рабочая скорость 0-60м
/мин
Давление системы 16MPa
Мощность двигателя 3кВт
4. 19-и роликовый правильный стан
Подающееустройство правильного стана направляет материал в правильный, роликовый механизм
станка на входе. После чего, подъемный механизм станка прижимает начало материала,
таким образом обеспечивая его правильную подачу до задающего валка. Контроль подъема
задающего валка обеспечивается гидравлическим цилиндром. Угол наклона рабочего
ролика на станке правки регулируемый, показания давления выведены на цифровой
манометр. Все рабочие ролики являются приводными. Привод роликов
обеспечивается через приводной редуктор с двигателем постоянного тока.
Спецификация:
Толщина материала 0.5-2мм
Ширина
материала 1250мм
Количество
роликов 19шт
Рабочая
скорость 0-60м/мин
Количество
парных роликов 1пара
Мощность основного двигателя 22кВт
5. Контур сброса натяжения
материала
Контур сброса натяжения материала в основном
используется как буфер между двумя правильными станками и служит для сброса натяжения
металлической ленты, тем самым обеспечивая бесперебойную работу всей линии.
Контроль подъема и опускания механизма натяжки и сброса натяжения материала
обеспечивается с помощью гидравлических цилиндров.
6,7 5-ти роликовый
правильный станок с функцией центровки материала
5-ти роликовый правильный станок приводитсяв движение с помощью серво привода. Движение механизмов задающего и рабочего валков
осуществляется через универсальную муфту распред коробки.Механизм задающего валка состоит из двух
групп, по одной паре – на входе и на выходе. Такое распределение валков обеспечивает
бесперебойное и плавное движение материала без его проскальзывания.
Спецификация:
Ширина материала, мах.1250мм
Толщина материала, мах. 2мм
Количество
валков5+2шт
Скорость
подачи 0-60м/мин
Мощность серво привода 15кВт
8. Гидравлические горизонтальные ножницы
Основание и рама станка разработана из
высокопрочной углеродистой стали с отжигом швов сварных элементов рамы станка.
Режущие ножи изготовлены из композитного материала с плотностью
закалки HRC52-58 и имеют четыре режущих кромки.
Спецификация:
Толщина реза, мах. 3мм
Ширина реза, мах.
1250мм
Количество резов/мин
100
9. Ленточный конвейер
Ленточный конвейер используется для транспортировки
готовых листов в устройство накопителя и штабелирования. Спецификация:
Рабочая скорость
60м/мин
Ширина, мах. 1250мм
10. Устройство накопителя и штабелевка
Устройство портального типа с роликовыммеханизмом сброса и укладки деталей. Возможность выгрузки и штабелирования
готовой продукции на поддон. Пневмосистема предотвращает продукцию от
деформации или царапин.
Спецификация:
Высота штабелирования ≤400
Вес,
мах. ≤2тн
11. Электрическая система
Включает компоненты широко известных зарубежных
и Китайских брендов.
PLC Siemens,
Германия
Серво привод Lenze
Германия
Компоненты пульта управления Omron Япония
DC двигатель Китай
DC ускоритель Европа
11. Система гидравлики
и пневматики;
система смазки
Выбор поставщиков
компонентов систем был сделан на основе сертификации ISO9001-2000
)